

Single-Stage Liquid Ring Vacuum Pumps
High-Efficiency Liquid Ring Vacuum Pump
Dekker’s Titan Series single-stage liquid ring vacuum pumps are engineered for demanding industrial vacuum applications requiring reliable performance, energy efficiency, and low maintenance operation. Designed to achieve vacuum levels up to 29” HgV, these systems are ideal for processes requiring stable, continuous-duty vacuum generation in harsh operating environments.
The Titan Series features a precision-engineered variable discharge port system that automatically adjusts to the pump’s internal compression ratio. This adaptive geometry optimizes gas compression throughout the entire operating range, reducing internal throttling losses and improving thermodynamic efficiency.
Key Features: Heavy-Duty Design • No Metal-To-Metal Contact • Low Noise Level •No Internal Bearings • Reliable Heavy-Duty Design
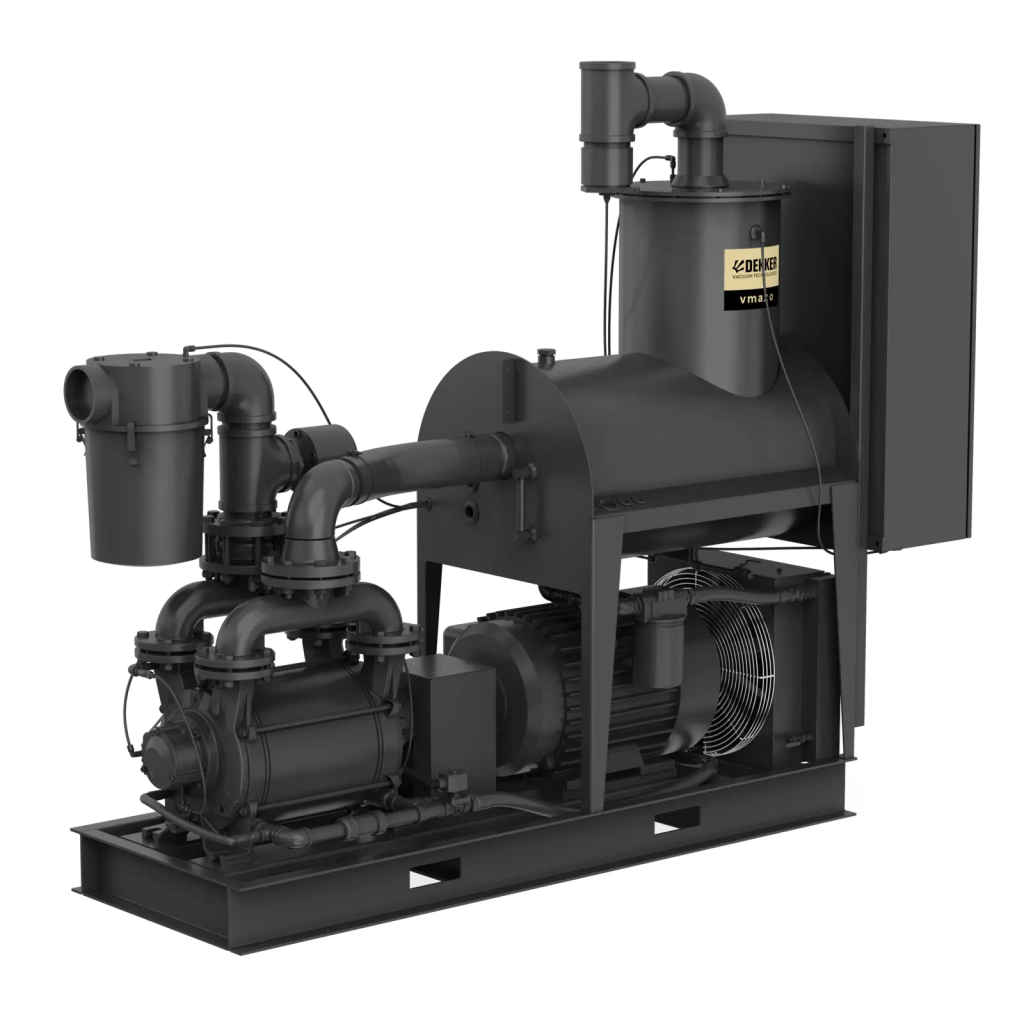
VMAX (OIL-SEALED)
By dynamically responding to changing process conditions, the system maintains peak performance across fluctuating loads—making it ideal for chemical processing, power generation, wastewater treatment, and industrial manufacturing applications.
Designed for continuous-duty operation, Vmax systems maintain stable vacuum levels across the full operating spectrum without risk of overheating, making them ideal for critical applications where uptime and process stability are essential
Available Models:
AQUASEALED (WATER-SEALED)
- Once-Through (No Recovery): Ideal for applications with abundant water supply and minimal reuse requirements
- Partial Recovery: Reduces water consumption by recirculating a portion of the seal fluid
- Full Recovery (Closed Loop): Maximizes water conservation by continuously recirculating and cooling the seal fluid within a closed system
Available Models: DVW0023,DVW0036,DVW0063,DVW0083,DVW0103,DVW0153,DVW0203, DVW0303, DVW0453,DVW0553, DVW0653,DVW0753,DVW1003,DVW1103,DVW1203
CHEMSEAL (SOLVENT-SEALED)
The ChemSeal liquid ring vacuum system is specifically engineered for solvent recovery and closed-loop vacuum processing, utilizing recovered process solvent as the sealing fluid. This innovative approach improves system efficiency while minimizing waste, making it an ideal solution for industries focused on sustainability, cost reduction, and environmental compliance. Unlike traditional systems that rely on external water or oil supplies, ChemSeal systems reuse process solvents, reducing fluid consumption and eliminating the need for additional disposal or treatment infrastructure.
Industrial & Commercial Markets Served
Woodworking • Petroluem • Pharmaceutical • Food & Beverage • Plastics & Injection Molding • Energy & Utilities • Packaging & Medical • General Manufacturing


Applications
- General Manufacturing
Liquid ring vacuum systems provide reliable vacuum for holding and clamping, leak detection, and centralized plant-wide vacuum applications. - Process & Production
Liquid ring vacuum systems enable distillation, evaporation, drying, and gas removal processes to improve product purity, stability, and efficiency. - Plastics & Polymer Processing
Liquid ring vacuum systems support extrusion processes by removing moisture and volatiles, enabling effective polymer degassing and pellet drying for improved product quality. - Pulp, Paper & Wood Processing
Liquid ring vacuum systems support forming, dewatering, and drying processes, including vacuum forming of materials, pulp dewatering, black liquor evaporation, and wood drying applications.

