

Two Stage Liquid Ring Vacuum Pumps
Liquid Ring Vacuum Pumps For Industrial Applications
Liquid ring vacuum pumps from Kinney are engineered to deliver dependable, continuous vacuum performance in demanding industrial environments. Designed to handle wet, saturated, or contaminated process streams, these pumps are well suited for applications involving vapors, condensables, and liquid carryover. The Kinney A Series liquid ring pumps feature a rugged axial-flow design that allows flooded operation without damage, making them ideal for severe-duty, 24/7 industrial processes with minimal maintenance requirements. The KLRC Series is optimized for applications requiring efficient handling of wet gas mixtures and liquid slugs while achieving vacuum levels as low as 4 Torr (5.3 mbar). Known for their reliability, efficiency, and long service life, Kinney liquid ring vacuum pumps are a trusted solution for industrial vacuum systems requiring stable operation under harsh process conditions.
Key Features: Axial Flow Design • Exceptional Liquid Handling • 24/7 Operation • Low Maintenance • Energy Efficient
Types of Liquid Ring Vacuum Pumps
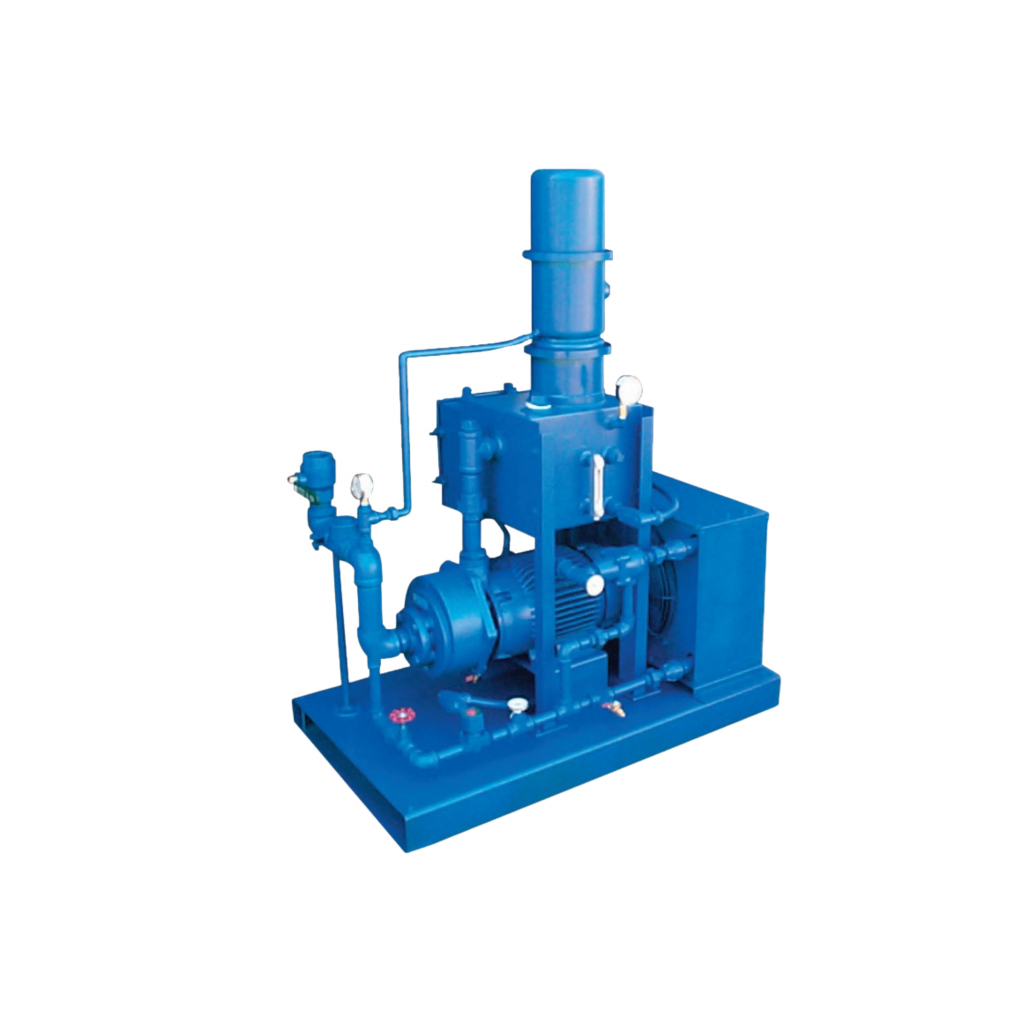
The-Stage KLRC
The Kinney KLRC Series two-stage liquid ring vacuum pumps are engineered for reliable vacuum performance in demanding industrial processes involving vapors, condensable, and wet gas mixtures. Designed to achieve deeper vacuum levels than single-stage liquid ring pumps, the KLRC Series is well suited for chemical and pharmaceutical processing as well as centralized vacuum systems. These pumps offer stable operation, high durability, and long service life, with self-contained liquid recovery and recirculation systems available to support efficient operation. Multiple construction options—including standard materials, all-iron (no yellow metals), and 316 stainless steel—allow the KLRC Series to be configured for corrosive or sensitive applications.
Available Models: KLRC75, KLRC125, KLRC200, KLRC300, KLRC525, KLRC526, KLRC950, KLRC951
Single Stage A Series
The Kinney A Series single-stage liquid ring vacuum pumps are known industry-wide for exceptional durability, vibration-free operation, and minimal maintenance requirements. Featuring an axial-flow design, these pumps are less susceptible to cavitation than flat-plate designs, allowing consistent velocity through the pump and efficient gas handling. Built for continuous-duty operation, A Series pumps commonly operate 24/7 for years with little to no maintenance. Their oil-free design makes them an environmentally friendly solution, with no oil used for lubrication and no oil discharged to atmosphere. Complete, self-contained systems with liquid recovery and recirculation are available to support a wide range of industrial vacuum processes.
Available Models: A5, A10, A15, A20, A75, A100, A130, A200, A300
Industrial & Commercial Markets Served
Woodworking • Petroluem • Pharmaceutical • Food & Beverage • Plastics • Energy & Utilities



Applications
- Chemical & Pharmaceutical
Used in processes requiring stable vacuum while handling vapors, condensables, and wet gas mixtures. - Vacuum Packaging & Food Processing
Supports packaging, sealing, and preservation applications where reliable vacuum performance is critical. - Solvent Distillation & Vapor Recovery
Ideal for recovering solvents and managing vapor streams in industrial and chemical processes. - Evaporation, Degassing & Deaeration
Applied in evaporators, degasifiers, and deaeration systems to remove gases and moisture efficiently. - Extrusion & Materials Processing
Provides dependable vacuum for extruders and related manufacturing processes.

